|
ホーム
|
|||||||||||

■ 滅菌・殺菌・消毒
| 滅 菌 | 有害・無害を問わずに全ての微生物を完全に殺滅又は除去すること。国際的に採用されている現在の基準としては「滅菌処理後に100 万個のうち1 個の対象物に微生物が付着している確率」で滅菌できれば良いとされている。 |
|---|---|
| 殺 菌 | 対象物に付着する菌を殺す行為であり、殺す対象や程度を含まない。極端にいえば、10%の菌を殺して90%の菌が残っていても「殺菌した」といえるため、有効性に対する厳密な保証はない。 |
| 消 毒 | 対象物に付着している病原性のある微生物を、害のない程度まで減らすこと。何をどの程度減らすかにより、高・中・低水準に分かれる。 |
■ 滅菌の必要性
| 滅菌とは、すべての微生物を対象として、それらをすべて殺滅または除去する方法を言います。一方、消毒とは、対象微生物の数を減らすために用いられる処置法で、感染症を引き起こさない水準にまで病原微生物を殺滅または減少させることで、ひとつの消毒法ではこれに抵抗する微生物が必ず存在することになります。非病原微生物でも条件如何では病因となり得る危険があるため、「消毒」だけでは、完全な感染防止ができません。 やはり、すべてを殺滅する方法として「滅菌」が必要となります。 |
■ 滅菌法の分類
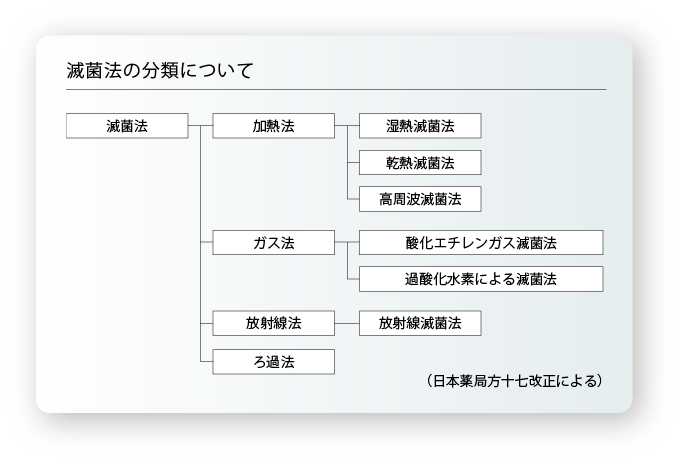
■ 各種滅菌の概要
| 高圧蒸気滅菌 | 概 要: | ある一定の温度と圧力で飽和水蒸気中で加熱することによって、すべての微生物を殺滅する方法。 |
|---|---|---|
| 用 途: | ガラス製、陶磁器製、金属、ゴム製の器具、水、培地、試薬、試液又は液状の医薬品など。 | |
| メリット: | 浸透性が高い、損傷が少ない、短時間で滅菌処理、適用用途が広い、安価。 | |
| デメリット: | 水分、高温・高湿度に制限が有るものは不可。 | |
| 乾熱滅菌 | 概 要: | 加熱乾燥空気で微生物を殺滅する方法。 |
| 用 途: | ガラス製や磁製、金属製など耐熱製の高い材質、鉱油、脂肪油、固形の医薬品などで加熱乾燥に耐えうるもの。 | |
| メリット: | 電気のみ使用可、安価。 | |
| デメリット: | 浸透性が低い、適用用途が限定、滅菌時間が長い。 | |
| 高周波滅菌装置 | 概 要: | 高周波を直接照射し、発生する熱によって微生物を殺滅する方法。 |
| 用 途: | 密封容器などに充填された液状製品や水分含量の多い製品の滅菌に使用。 | |
| メリット: | 高温短時間滅菌で連続運転可。大量の滅菌処理が可能。 | |
| デメリット: | 大型装置で高価。 | |
| EOG滅菌 | 概 要: | 微生物が持つタンパク質、核酸を変性させることにより、微生物を殺滅する方法。 |
| 用 途: | 耐熱性の少ないゴム製品、プラスチック類、光学器械類など。 | |
| メリット: | 低温のため、高温高湿に弱い素材でも可。EOガスを利用、複雑な形状でも浸透性が高い。 | |
| デメリット: | 滅菌処理のコスト高、滅菌時間が長い、残留毒性がある。 | |
| 低温ガスプラズマ滅菌 | 概 要: | 過酸化水素をプラズマ状態にすることにより発生するラジカルによる酸化反応によって微生物を殺滅する方法。 |
| 用 途: | 金属、非金属、電気・電気機材など。 | |
| メリット: | 残留毒性が無い、短時間で滅菌処理、低温滅菌で適応用途が広い。 | |
| デメリット: | 浸透性は弱い、液体、粉体、布類など滅菌されにくい、高価。 | |
| γ線照射滅菌装置 電子照射滅菌装置 |
概 要: | 電磁波・放射線の一種であるガンマ線や電子加速器から照射して微生物を殺滅する方法。 |
| 用 途: | 室温で滅菌が可能、熱に不安定な物に適応。梱包状態での滅菌も可能。 | |
| メリット: | 残留毒性が無い、連続処理が可能。 | |
| デメリット: | 放射線劣化の考慮必要、高額。 |
■ 高圧蒸気滅菌について
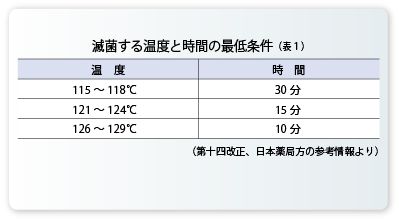
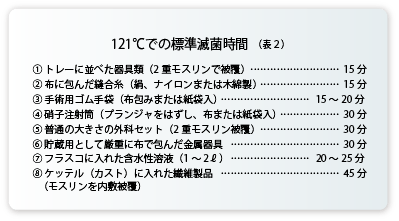
| 高圧蒸気滅菌は、ある一定の温度と圧力で飽和水蒸気中で加熱することによって、すべての微生物を殺滅する方法をいいます。蒸気滅菌には、蒸気(湿度)・温度・時間の3要素が必要です。この要素のいずれでも低下することは滅菌効果が得られません。被滅菌物の種類や滅菌方
法によっても温度や時間が異なるため、温度や時間の調節も必要です。参考として、(表1)及び(表2)の参考情報を示します。 高圧蒸気滅菌の処理を適正な温度・圧力でおこなうためには、缶体の内部が飽和水蒸気で満たされている必要があり、もし残留空気があると温度・湿度が低くなり滅菌効果が得られません。このため、加熱工程中には空気抜き工程を設け飽和蒸気が満たされた状態にし、安定した温度で滅菌処理ができます。 |
■ 圧力容器の分類について
| 高圧蒸気滅菌器が用いる圧力容器は、労働安全衛生法により下記のように分類されています。 |
| 第一種圧力容器 | 0.004 < P.V値 | 設置・定期検査等の厳しい規定があります。(労働安全衛生法第45条、ボイラー及び圧力容器安全規則 第94条・第95条) |
|---|---|---|
| 小型圧力容器 | 0.004 < P.V値 ≦ 0.02 | 年1回の定期自主検査を実施し、記録を3年間保存する義務、補修等の必要な措置など安全に対する規定があります。(労働安全衛生法第45条、ボイラー及び圧力容器安全規則 第94条・第95条) |
簡易圧力容器 (第一種圧力容器適応外) | P.V値 ≦ 0.004 | 自主検査の対象外ですが、点検を推奨します。 |
| P.V値 = P:最高使用圧力(MPa) x V:内容積(㎥) | ||
■ 滅菌処理のポイントについて
| 滅菌を確実におこなう上で、被滅菌物を入れる際には次のポイントに注意が必要です。 1.被滅菌物は、滅菌カゴや滅菌缶などに入れてから滅菌処理をおこなう。缶体内には直接入れますと制御センサや温度センサなどを塞いでしまい、本体の故障や事故の原因になります。 2.深さのある空容器を滅菌する場合、容器内に蒸気が浸透するように倒して収納。 3.廃棄物処理バックを使用して滅菌する場合は、バックを適度に拡げて中に水を300ml ~ 500ml を入れて滅菌処理をおこなう。バック内に蒸気が発生し滅菌の遅れ時間を大幅に短縮できます。 4.滅菌缶は、重ねて収容しない、重ねると蒸気が浸透せず、滅菌不良の原因になります。 5.液体、培地などを滅菌する場合、容器に対する液体の量に注意ください。三角フラスコの場合、液体の量は容量3/4 程度。また、試験管の場合は約半分程度。それ以上ですと噴きこぼれの恐れがあります。 6.収容する容器のキャップは緩めるか、通気性のあるものを使用。通気性がないと容器が破損する恐れがあります。 7.寒天培地等を溶解する場合は、1容器あたりの液量を2ℓ以下として下さい。2ℓ以上ですと溶解しない場合があります。 8.ダーラム管は内径6mm 以上のものを使用。6mm 未満では気泡が残留する場合があります。機種によって空気抜き時間の変更ください。 |
■ 滅菌の遅れ時間について
高圧蒸気滅菌器( オートクレーブ)で、液体や廃棄物処理の滅菌や、固まった寒天培地の溶解をおこなう場合、「遅れ時間」を考慮する必要があります。
パネル上の表示温度は缶体内の雰囲気温度を示しており、実際の被滅菌物の温度はパネル表示温度よりも遅れて到達します。
また、滅菌する量や入れ方によっても温度の到達時間が変わってきます。これを滅菌の「遅れ時間」といいます。
安心な滅菌処理をおこなう上で、時間設定に考慮して利用が必要です。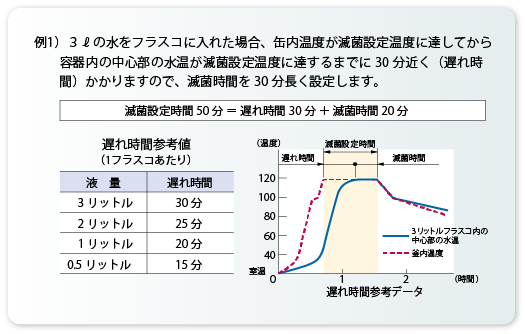 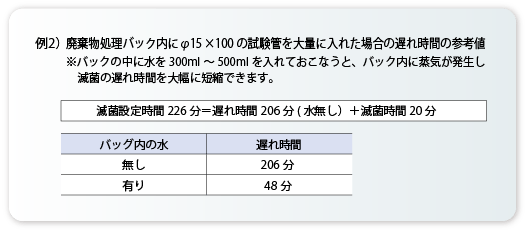 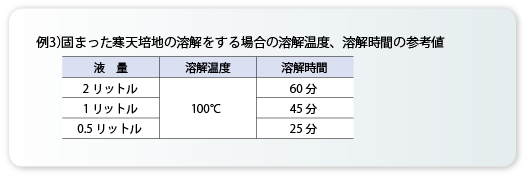 |
■ レトルト殺菌について
| アルミ袋を始めとする、耐熱性の気密容器に充填された食品内の微生物を加熱(湿熱)殺菌する事。 食品衛生法では、pH が4.6 を超え、かつ水分活性が0.94 を超える食品をレトルト殺菌する場合、※中心温度を120℃ 4 分間加熱、またはこれと同等以上の効果を有する方法で殺菌する事と定義しています。 殺菌方法として「熱水式」「水蒸気式」が一般的で、当社のレトルト殺菌器は「水蒸気式」を採用しています。 ※ボツリヌス菌(耐熱性芽胞)の死滅条件 |
■ 高圧蒸気滅菌とレトルト殺菌の違い
| 高圧蒸気滅菌は、缶内が飽和水蒸気(水蒸気100%/残留空気0) の条件下で行われる為、缶内の温度と圧力が常に一定の比例関係にあります。 例)121℃では0.104MPa(飽和蒸気圧) 食品充填後、シールしたアルミ袋等を高圧蒸気滅菌した場合、工程中に容器の内圧が缶内圧力以上となる為、容器の変形・破袋につながります。 従って、水蒸気式のレトルト殺菌は飽和蒸気圧以上の圧力を缶内で保持する必要があります。 当社のレトルト殺菌器は、エアーコンプレッサーと圧力コントロール機能を用いて、気密容器の変形を防止します。 |
■ F値とは
| 殺菌器内の食品の中心温度が、ある一定の温度※1 に到達してからの過程(温度及びその時間)を積算し、基準温度での殺菌効果※2 に置き換えた値。
レトルト殺菌における殺菌効果及び致死率を表す指標となります。 ※1. 当社製品は100℃としています。 ※2. 殺菌効果は基準温度で何分間殺菌した場合に相当するかを示します。 |
■ F0値とは
| 基準温度121℃、Z値=10℃を示します。一般的にF値と呼ばれているものはF0 値に相当する事が多く、当社のレトルト殺菌器のF値もF0値に相当します。 |
■ F値制御とは
| レトルト殺菌器のF値制御のコースは殺菌上限温度とF値の設定が可能。 ご希望のF値に到達した段階で殺菌工程を終了し、冷却工程に移ります。 ※温度が100℃未満になった段階でF値の演算は終了します。 |
■ Z値とは
| 微生物の耐熱性に関わる数値。食品の殺菌においてはボツリヌス菌(耐熱性芽胞)の死滅が基準となる事が多く、ボツリヌス菌のZ値がほぼ10℃であることから加熱の基準としてZ値=10℃が用いられます。
HLM-36EFは特注でZ値可変オプション(5 ~ 20℃)の追加が可能です。 |